名物教授による授業の様子 (Operation, Class of 2010)
MBAの授業をできる限りイメージして頂くためのページです。今回紹介するのは、当MBAの名物教授、Nicholas Petruzzi (通称Nick)によるPlanning & Controlという、限定20人のオペレーションのクラスです。人気の授業なので、履修登録から数分で満席となります。
クラスの内容は大きく3つに分かれており、
理論だけでは意味が無いという教授の言葉通り、コンピューターのシミュレーションで理論を学ぶのと、実際に理論をフローに落とし込む段階では問題の難易度が異なります。解決策を練るためにグループ全員で議論をすることになるのですが、本当に困った時だけ、教授からアドバイスを貰えます。結構泥臭い試行錯誤の中で、オペレーションを「感覚で覚える」事ができるのがこの授業の醍醐味です。
クラスの内容は大きく3つに分かれており、
- シミュレーションプログラムを使って、原材料から製品を作るまでのフローを学ぶ(2人1組のグループワーク)
- MRP方式の演習(10人1組のクラス別対抗戦,中間試験)
- カンバン方式の演習(10人1組のクラス別対抗戦,期末試験)
理論だけでは意味が無いという教授の言葉通り、コンピューターのシミュレーションで理論を学ぶのと、実際に理論をフローに落とし込む段階では問題の難易度が異なります。解決策を練るためにグループ全員で議論をすることになるのですが、本当に困った時だけ、教授からアドバイスを貰えます。結構泥臭い試行錯誤の中で、オペレーションを「感覚で覚える」事ができるのがこの授業の醍醐味です。
1.シミュレーションプログラム
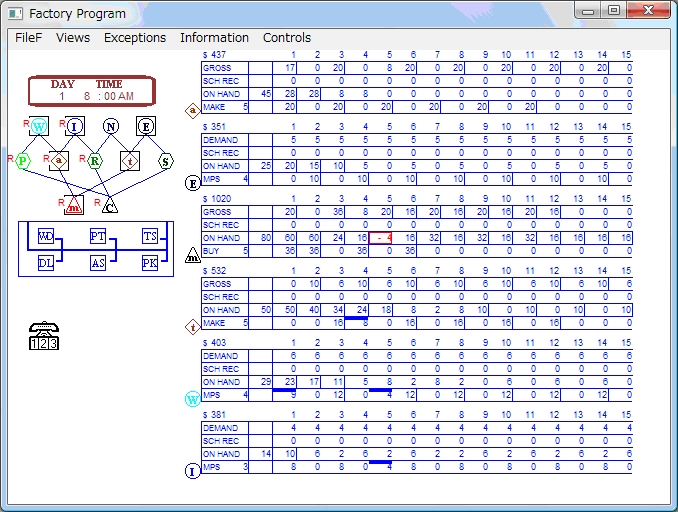
このプログラムで学ぶ事は多いのですが、その中から一つ例を挙げて説明します。左側に添付した画像が、シミュレーションプログラムのスクリーンショットです。
画面左に部品の相関図が見えますが、これはm,Cという原材料が、P,a,R,t,Sという中間加工品になり、W,I,N,Eという4つの完成品に至ることを表しています。それぞれの部品需要がクロスしているため、限りある原材料を、需要を最低限満たすように配分しないと、途端に部品不足になります。
画面右がそれぞれの部品の需要(Gross),手持在庫(on-hand), 購入量/計画生産量(Buy/MPS, Master Production Schedule)を表します。部品mの5日目のOn-Handがマイナスなので、このままだと原材料が足らず、後工程にも影響が出てしまいます。生産スケジュールをずらすか、そもそも生産量を減らしてしまうオペレーションが必要になります。調達をLFL(Lot-For-Lot,当日使用分だけ毎度調達)にすれば、毎回必要な量だけ発注できますが、調達頻度が増えるため、発注コストが増大します。かと言って、まとめて発注(Constant,2日分の予想使用量を纏めて調達)すると、在庫保存コストがかかってしまいます。需要予測をもとに、最適な発注量を計算するのがポイントです。他にも生産工程の優先順位付けや、予算制約条件下での在庫管理、生産遅延が起こっている状況の打開等、様々なケースのシミュレーションが毎週課題として出されるので、それぞれクリアする必要があります。
画面左に部品の相関図が見えますが、これはm,Cという原材料が、P,a,R,t,Sという中間加工品になり、W,I,N,Eという4つの完成品に至ることを表しています。それぞれの部品需要がクロスしているため、限りある原材料を、需要を最低限満たすように配分しないと、途端に部品不足になります。
画面右がそれぞれの部品の需要(Gross),手持在庫(on-hand), 購入量/計画生産量(Buy/MPS, Master Production Schedule)を表します。部品mの5日目のOn-Handがマイナスなので、このままだと原材料が足らず、後工程にも影響が出てしまいます。生産スケジュールをずらすか、そもそも生産量を減らしてしまうオペレーションが必要になります。調達をLFL(Lot-For-Lot,当日使用分だけ毎度調達)にすれば、毎回必要な量だけ発注できますが、調達頻度が増えるため、発注コストが増大します。かと言って、まとめて発注(Constant,2日分の予想使用量を纏めて調達)すると、在庫保存コストがかかってしまいます。需要予測をもとに、最適な発注量を計算するのがポイントです。他にも生産工程の優先順位付けや、予算制約条件下での在庫管理、生産遅延が起こっている状況の打開等、様々なケースのシミュレーションが毎週課題として出されるので、それぞれクリアする必要があります。
2.MRP方式の演習
次は、ソフトウェアで学んだ工程管理・在庫管理を、実作業に当てはめて考えるステップで、MRP(Materials Requirements Planning,資材所要量計画)と呼ばれているものです。完成品需要の予測を立てて、そこから必要な部品に展開し、各工程の生産量と原材料を決めていくアプローチで、計画通り、前工程で作ったものを後工程に流す(push)ので、プッシュ方式と呼ばれているものです。
この演習で使うのは、なんとプラスチックのパイプ。教授が奥さんと手分けして作った力作です。さすがに生産ラインそのものを作れないので仕方無いのですが、最初はどうみても子供の遊びにしか見えません。そのうち、この授業の難しさが嫌というほど分かるのですが。
6種類の形状×3つの色パターン×2種類の長さの32種類の部品を用意し、それらを色付けし、組み合わせて完成品を作るのが目標です。部品のイメージは、写真を下に貼りつけてあるので、そちらを御覧下さい。
具体的な作業としては、原材料の白色のパーツ→Machining(着色加工)→Tubing(結合)→Oven(焼付)→Testing(一次検品)→記録→仕掛品→Assemble(組立)→Testing(二次検品)→出庫というフローを、それぞれの工程に人を割り当て、模擬作業を行います。教授の言葉を借りれば、原材料から仕掛品を作るまでの第一セクションをfaucet(蛇口)、仕掛品から完成品を作るところまでの第二セクションをdrain(排水口)として、一連の流れを作るのが目的です。
中間試験では計4日間分の流れ作業を行い、一番多く発注を受け一番低い在庫費用となったチームが勝ちとなります。作業ミスをして違うパーツを作ったり、記録ミスをして、パソコン上の数値と実際の在庫が異なったりすると、通常得点に加えてペナルティが課されるので作業の正確性が要求されます。
この授業、作業は難しいものではありませんが、その作業に入る前の生産計画の策定が大きなポイントです。
まずは生産管理。完成品の注文は日に約16回、教授がお客さん役でやってきます。完成品は型違いのものが20通りあるのですが、どれが注文されるかは予想ができず、在庫が無い時には急いで作る必要があります。ここでお客さんが待ってくれる時間(Response Time)も自由に設定できますし、どうしてもダメなら断ることもできます。作ると言っておきながら間に合わないと、かなり大きなペナルティとなるので、発注が受入可能かどうかの判断を毎回行う必要があります。
次に発注管理。生産計画をもとに、発注計画を立案することになるのですが、原材料の発注は日に1回。2日後にしか品が届きません。予備在庫 (Safe Stock)をどこまで持つか、発注量をどのレベルに押さえるのかを、教授から与えられた平均と分散をもとに、標準正規分布と99%のz値使って計算します。多いと管理コストが膨らむので、あまりマージンを取れないのも難しいところです。他にもLead Time (原材料から製品ができるまでの時間)を計算して、一日の生産量を出さないことには、個別部品の発注書毎の生産量(Batch size)が決められません。
そして時間の管理。1日を8分間として、その8分間が生産フェイズ。生産フェイズ以外の時間は計画フェイズとしてコンピューターへの記帳処理、在庫の整合性チェック、次の生産量・原材料発注量の計算等を行います。全ての作業を授業時間内に終わらせないとペナルティがつくので、効率良く作業を済ませるための工程配置・人員計画・作業割当等を考えなければなりません。
この演習で使うのは、なんとプラスチックのパイプ。教授が奥さんと手分けして作った力作です。さすがに生産ラインそのものを作れないので仕方無いのですが、最初はどうみても子供の遊びにしか見えません。そのうち、この授業の難しさが嫌というほど分かるのですが。
6種類の形状×3つの色パターン×2種類の長さの32種類の部品を用意し、それらを色付けし、組み合わせて完成品を作るのが目標です。部品のイメージは、写真を下に貼りつけてあるので、そちらを御覧下さい。
具体的な作業としては、原材料の白色のパーツ→Machining(着色加工)→Tubing(結合)→Oven(焼付)→Testing(一次検品)→記録→仕掛品→Assemble(組立)→Testing(二次検品)→出庫というフローを、それぞれの工程に人を割り当て、模擬作業を行います。教授の言葉を借りれば、原材料から仕掛品を作るまでの第一セクションをfaucet(蛇口)、仕掛品から完成品を作るところまでの第二セクションをdrain(排水口)として、一連の流れを作るのが目的です。
中間試験では計4日間分の流れ作業を行い、一番多く発注を受け一番低い在庫費用となったチームが勝ちとなります。作業ミスをして違うパーツを作ったり、記録ミスをして、パソコン上の数値と実際の在庫が異なったりすると、通常得点に加えてペナルティが課されるので作業の正確性が要求されます。
この授業、作業は難しいものではありませんが、その作業に入る前の生産計画の策定が大きなポイントです。
まずは生産管理。完成品の注文は日に約16回、教授がお客さん役でやってきます。完成品は型違いのものが20通りあるのですが、どれが注文されるかは予想ができず、在庫が無い時には急いで作る必要があります。ここでお客さんが待ってくれる時間(Response Time)も自由に設定できますし、どうしてもダメなら断ることもできます。作ると言っておきながら間に合わないと、かなり大きなペナルティとなるので、発注が受入可能かどうかの判断を毎回行う必要があります。
次に発注管理。生産計画をもとに、発注計画を立案することになるのですが、原材料の発注は日に1回。2日後にしか品が届きません。予備在庫 (Safe Stock)をどこまで持つか、発注量をどのレベルに押さえるのかを、教授から与えられた平均と分散をもとに、標準正規分布と99%のz値使って計算します。多いと管理コストが膨らむので、あまりマージンを取れないのも難しいところです。他にもLead Time (原材料から製品ができるまでの時間)を計算して、一日の生産量を出さないことには、個別部品の発注書毎の生産量(Batch size)が決められません。
そして時間の管理。1日を8分間として、その8分間が生産フェイズ。生産フェイズ以外の時間は計画フェイズとしてコンピューターへの記帳処理、在庫の整合性チェック、次の生産量・原材料発注量の計算等を行います。全ての作業を授業時間内に終わらせないとペナルティがつくので、効率良く作業を済ませるための工程配置・人員計画・作業割当等を考えなければなりません。

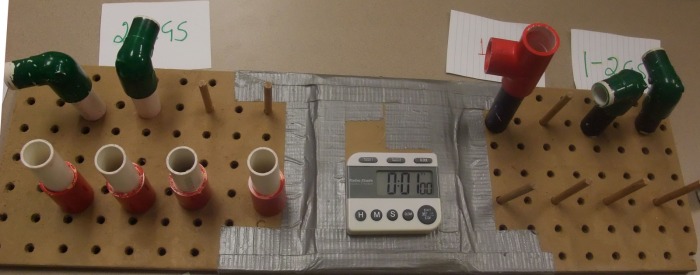
作業部屋の様子。中間試験で写真を取ってないので、期末のカンバン方式の時のものですが、だいたい雰囲気は同じです。10畳ほどの狭い教室を敢えて使っているので、スペースを作るためのテーブルのレイアウトも考えなければなりません。
各種パーツの写真
最初の原材料。個別の形状は次で説明するとして、すべての材料が白いことに注目。
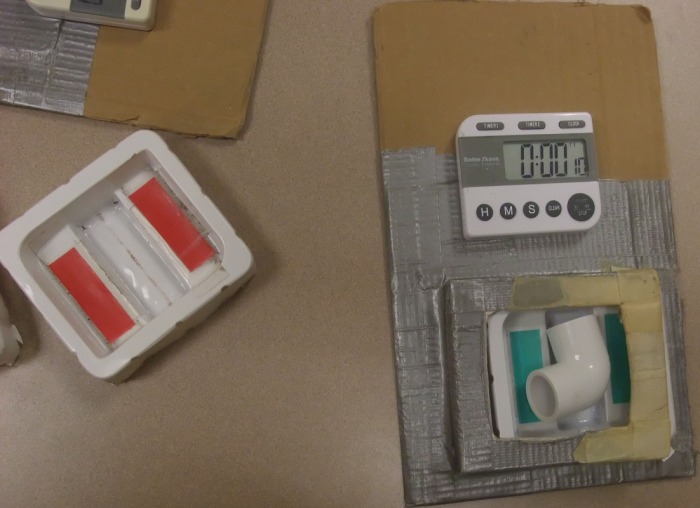
着色加工に使うタイマー。手作り感溢れる逸品です。白い部品を作りたい色のプラスチックのケースに放り込み、10秒待ったのち、次の工程へ色付きの部品を回します。Rush Order(品不足で緊急で作る必要があるもの)の対処や、原材料の在庫切れが近い時の優先する色の選択など、状況を見ながら適時判断をしなければならないセクションです。流石に作る量が多いので、ここだけ最初から2つ生産ラインが存在します。といってももう一個時計があるだけなのですが。

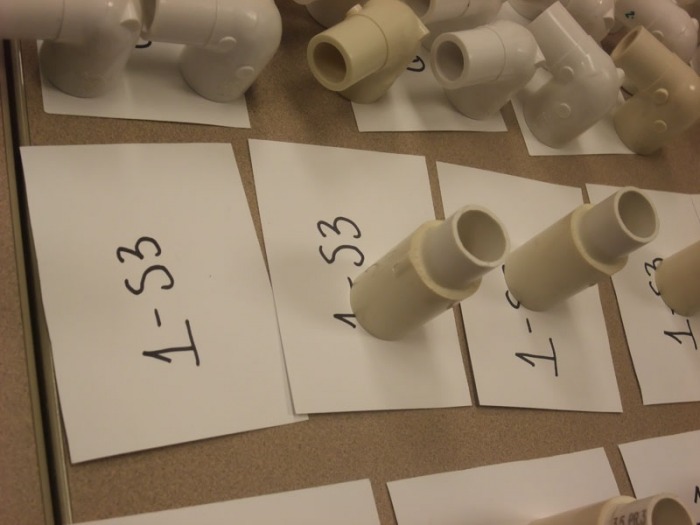
着色加工後(Machining)の様子。左上から1,2,3,4,5,6と名づけられたパーツ。写真だと違いが分かりにくいのですが、1と3,2と4が非常に似通っており、手作業のミスを誘発する原因となります。それぞれ、赤色ならR,青色ならB,緑色ならGという名前が付きます。今回のケースですと、6個目だけが緑なので、6G,それ以外が青なので1B~5Bとなります。
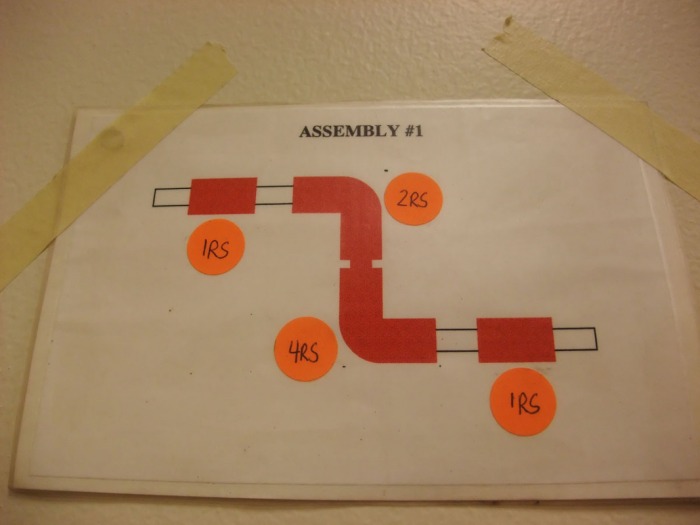
結合待ちの部品達と発注書。後に登場するカンバンと同じフォーマットなのですが、こちらは一度しか使いません。3-1RLは、1RとLのチューブを組み合わせた部品を3つ作れとの指示。SとLの説明は次を参照。後工程の焼付(Oven)の事を考えれば、理想としては1部品1発注書なのですが、それだと大量の書類やバラバラの部品と戦うハメになります。実際試したのですが、作業量が増える、作業ミスが増える、部品発注の頻度が増える、パソコンの入力が追いつかない等の問題が発生し、即破綻しました。ある程度同色・同型のものをまとめて作る必要がありますが、逆に大きすぎると、1つの工程が占領されてしまい急ぎの部品が作れません。在庫を考えた適切サイズが重要です。尚、これら発注書の情報は一日が終わる度にパソコンに記録し、実際の在庫と合っているか確認します。

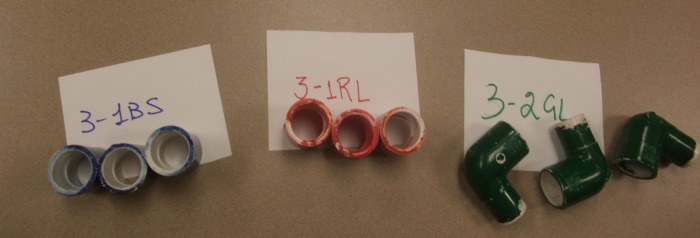
結合(Tubing)のプロセスで、上記の1-6の色つきパーツと組み合わせます。写真だとわかりにくいのですが、写真上側が短いパイプ・下側が長いパイプとなっています。短いものと1Rを組み合わせれば1RS,長いものと組み合わせれば1RLとなります。
焼付(Oven)工程です。左右それぞれ八個の置き場所があり、独立したオーブンになっています。1分待てば完成。問題は、一度タイマーを走らせると、焼き終わるまで中身の追加が出来ない事。急ぎの品がある時には、全部埋まらなくても走らせるのですが、これがあまりにも多いと、この工程がボトルネックになり、全体の製造プロセスに影響を及ぼします。発注書毎の部品量が大きくなればなるほど、デッドスペースが増えることになるのですが、少ないと破綻してしまう。この匙加減が非常に難しいです。

何か物寂しいですが、検品(Testing)工程です。やることは簡単で、20面体のサイコロを振り、20が出たら、不合格として部品をスクラップします。要は不良率5%ということですね。この担当になると、ひたすらサイコロを振るんですが、スクラップを出すと確率関係なくものすごく周りから責められるので、強運な人がやる仕事ですね。一次検品も二次検品もやることは一緒なのですが、二次検品でスクラップを出すと、完成品=4部品がまとめて捨てられることになるので、責任重大です。
組立(Assemble)工程。4つの部品の組み合わせになっています。これが20通りあるのですが、慣れてくると全部覚えてしまうそうです。完全に熟練工の世界ですね。

完成品の数々。在庫として残っていると、それだけでコストになってしまうので、需要予測を立てて、必要な量だけ作る必要があります。
3.カンバン方式の演習
カンバンといえばトヨタが生み出したジャスト・イン・タイム方式の生産システムですが、オペレーションの世界では日本語のカンバンという用語を使います。このカンバン方式によって、在庫管理が格段に楽になります。MRP方式では、当初の計画をもとに、部品量の計算を行い、工程の流れにそって生産指示が流れていたのですが、カンバン方式では、後工程が使った分だけ、前の工程にカンバンを渡すので、生産指示がMRPとは逆方向に伝播(pull)します。このため、カンバンはプル方式とも呼ばれます。
言い換えてしまえば、部品を次の工程に渡した際、一緒にくっついていた「部品1RS 3個」という紙を、生産工程の最初に持っていくだけで、発注書と同じ扱いになります。MRPで行っていた、生産計画の策定も不要になり「使った分だけ作る」ので、計画を立てるためのパソコン入力のステップも省略でき、中間試験より楽勝・・・かと思いきや、期末試験は色々と考えることが増えます。以下、MRP方式からの変更点を纏めてみました。
言い換えてしまえば、部品を次の工程に渡した際、一緒にくっついていた「部品1RS 3個」という紙を、生産工程の最初に持っていくだけで、発注書と同じ扱いになります。MRPで行っていた、生産計画の策定も不要になり「使った分だけ作る」ので、計画を立てるためのパソコン入力のステップも省略でき、中間試験より楽勝・・・かと思いきや、期末試験は色々と考えることが増えます。以下、MRP方式からの変更点を纏めてみました。
- 部品が6種類*3色*長さ(長短2種類)*規格(普通規格と高規格の2種類)の72通りになる。オペレーションミスの増大が避けられないのと、数が増えて各セクションで手が回らなくなるので、仕事の兼務やら多役化が必要になります。
- コストと見返りに、生産工程の「カイゼン」を行える。すべての選択肢の説明は省きますが、我々が選んだのは、検品工程を一つに集約する代わりに、コスト4 (完成品1個分)が発生、不良率が上昇(5%から15%へ)。焼付工程のオーブンを60秒から40秒へ短縮。ただしコスト8(完成品2個分)、加工にもう一つ生産ラインを作り、旋盤機(Lathe)を置く代わりにコスト4追加等です。これらの選択肢を、生産可能量と見比べながら、追加するかどうかの判断を下す必要があります。
- 顧客のパターンを選べる。固定量注文してくれるし、収益も高いのだけど、一度でも失敗すると残りの取引をすべてキャンセルするちょっと嫌な顧客と、通常の一見さんの両方に対処する必要があります。出来る限り収益の高い客のオーダーを優先しないといけません。
- 部品量の増大に伴ない、作業スペースの拡張が必要。しかし、そんな場所は部屋にはありません。
- サプライヤーの発注コントロールが可能:MRPと違い、カンバン方式では、予測不可の需要変動分についてはサプライヤー側で在庫を持つことになります。注文回数は一日1,2,4,8回の中から選べ、翌日デリバリーされる仕組みです。MRPより発注頻度が増えるため、柔軟な在庫管理が実現出来ます。
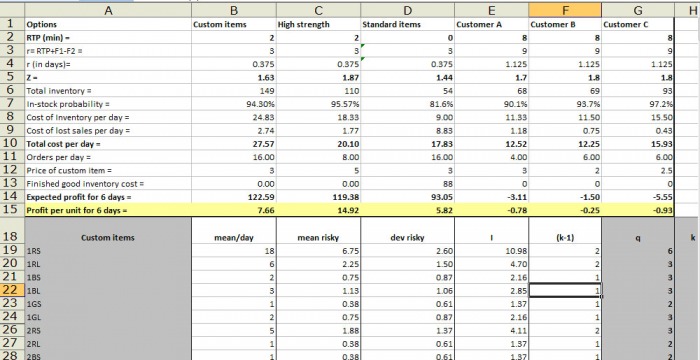
必要なカンバン数の推定です。各部品の平均需要を求め、ポワソン分布の近似として、平均λ、分散√λに従う正規分布を仮定、z値を安全マージンとして、λ+z√λでその日の生産量を求め、カンバンの枚数を決定します。
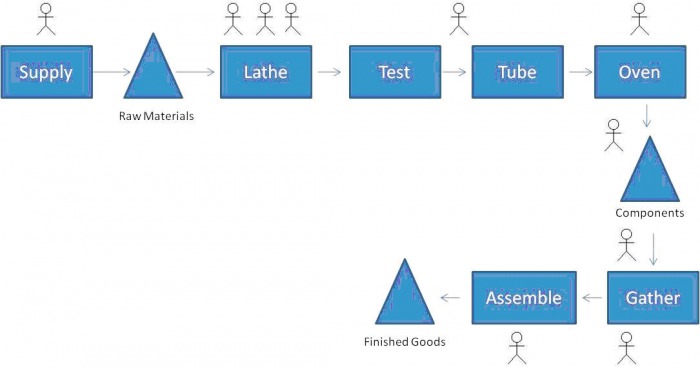
生産工程の計画。 限られた10人で作業をするために、Supplier(サプライヤ)→Raw Material(原材料)1人, Lathe(旋盤工程)3人, Test (検品工程)+ Tube (組立工程)1人, Oven (焼成工程)1人, Components(部品管理)2人, Gather (部品集約工程)1人, Assemble (組立工程)+Finished Goods(完成品運搬)1人としました。実際試してみると、これでも相当な人不足だったので、結局それぞれの部署で兼務をさせて、少しずつ作業を軽減させることになったのですが。
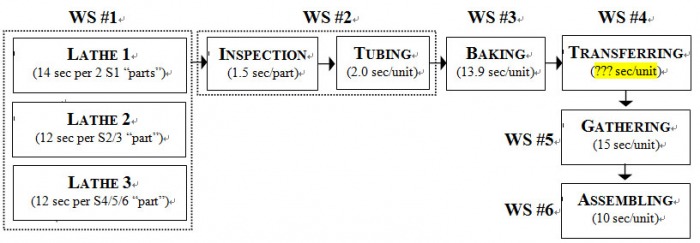
各工程の作業時間推定。実際に作業する前の予想ベースでの数字なのですが、これだけ見るとGathering(組立に必要な部品集め)とLathe#1(旋盤第一ライン)がボトルネックになりそうです。ところが、実際にはLatheが3ラインあるので、Test工程へのCycle Time(出力間隔)が12/3=約4秒ごとにやってくることになります。しかも、Oven(焼付)工程で、高規格と通常規格のものを同一オーブンに入れてはいけないルールがあるので、以外とデッドスペースが大きく、結果Oven待ち部品がうず高く積み上がることになります。この辺が理論と実践の違いですね。

レイアウトに関しては、Ovenまでの工程を一列目(写真左)とし、部品の受渡・集約・組立工程を二列目(写真右)に並べることで、真ん中のスペースに居る部品受渡担当が仕事をしやすいを目標としました。限りあるスペースの中で、どれだけヒトとモノの移動をコンパクトにするかを考えるというのも中々面白い経験です。

我らが教授、Nickにアドバイスを貰っているところ。旋盤工程で、どのように人員を配置したら効率的かを教えてくれています。一通り悩んだ後なので、納得度upです。

焼付工程の作業時間チェック。作業時間短縮・ミス軽減のために、何が必要かを議論しているインド人のPrabhuとHimanshu。

初期の部品在庫を配置する面々。左側が台湾人のMikeとKaren, Jamie、 右側がアメリカ人MaggieとJohn。毎回のトライアルが結構辛いので、部品を並べてる時が束の間の休憩時間です。

ざっと部品を並べ終わった時の図。手前が高規格品で、パイプが黒い。奥にあるのが通常規格の品。

普段なら17時~20時までの授業のはずですが、予行練習のために皆早くから集まったので、14時半から集まり、およそ5時間半もの間、ひたすら期末試験を行っていました。10人という少人数の中、議論を重ねながら自分達のオペレーションを作り上げるステップは、かなり有意義なものでした。
